Forschungsprojekte
Karlsruher Institut für Technologie (KIT) und Universität Stuttgart bringen mit Unterstützung des Landes erstmals 3D-Print-Cloud an den Start
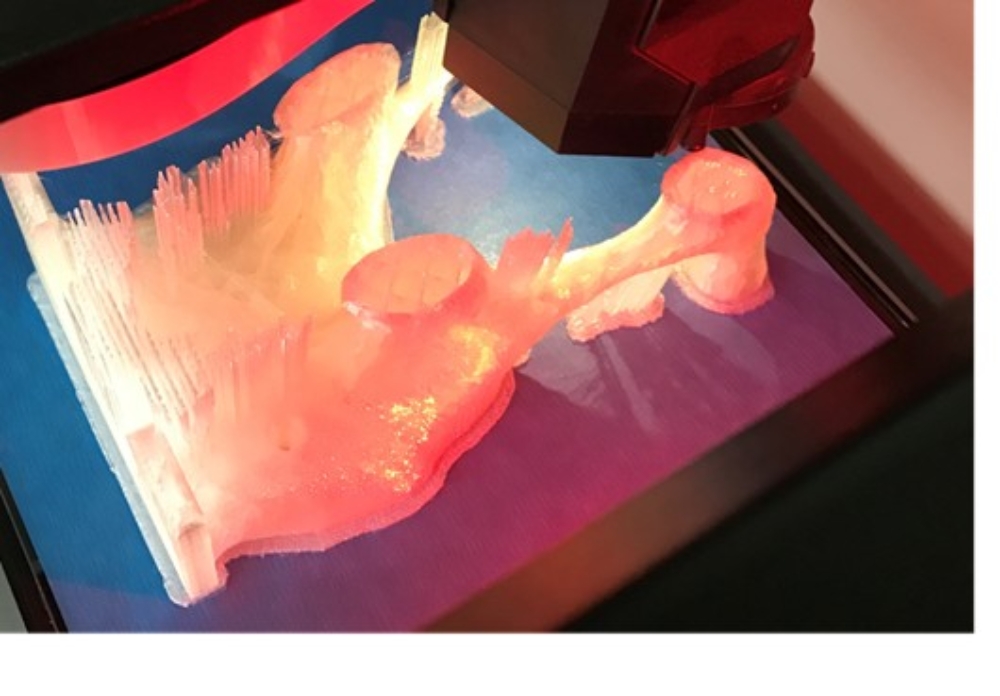
Geringe Kosten, verkürzte Produktionszeiten, flexible und kundenindividuelle Produktion – die additive Fertigung bietet Forschung und Industrie viele Potentiale. Zumal die Nachfrage nach individualisierten Produkten künftig weiter zunehmen wird. WGP-Forscher haben nun eine Cloud geschaffen, in dem alle Bestandteile einer kompletten Prozesskette der additiven Fertigung vorliegen. Unternehmen, die ein Bauteil additiv fertigen wollen, finden hier erstmals alle für die Produktion notwendigen Teilmodule, die sie sich individuell zusammenstellen können.
Im Vergleich zu bisherigen Technologien können additive Fertigungsverfahren sehr komplexe Bauteile mit kürzeren Vorlaufzeiten in geringen Stückzahlen deutlich wirtschaftlicher produzieren. Durch die zusätzlichen Design-Freiheitsgrade können weiterhin Bauteilstrukturen erzeugt werden, die bisher, wenn überhaupt, nur unter großem Zeit- und Kosteneinsatz fertigbar waren.
Im Projekt 3D Print-Cloud BW erstellen das wbk – Institut für Produktionstechnik des Karlsruher Instituts für Technologie (KIT) und das Institut für Werkzeugmaschinen (IfW) der Universität Stuttgart eine offene Online-Plattform für die Gesamtprozesskette der additiven Fertigung.
Diese soll bis zum Jahr 2020 die vielen aktuellen und zukünftigen Spezialprozesse, die Hochschulen und Unternehmen in Baden-Württemberg entwickelt haben, bündeln, die Akteure vernetzen und deren Prozesse und Technologien als Dienstleistungen interessierten Kunden anbieten. So werden über die 3D-Print-Cloud BW nicht nur bislang nicht ausführbare Aufträge generiert, sondern diese werden auch auf denkbar einfache Weise abgewickelt.
Gefördert durch: Ministerium für Wissenschaft, Forschung und Kunst, Baden-Württemberg
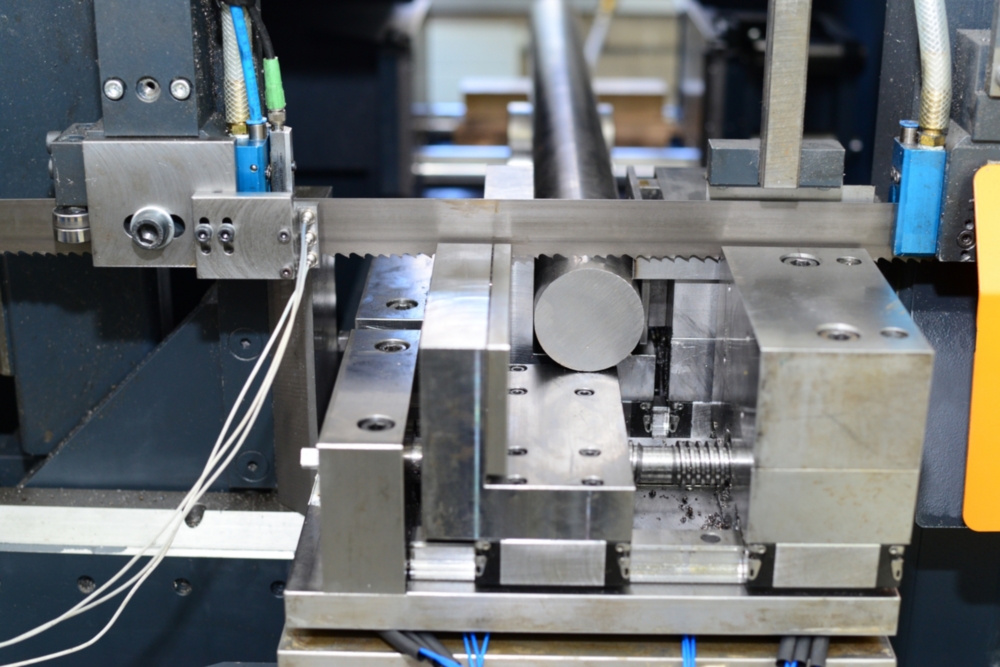
Entwicklung eines Prozessmodells zur Simulation von adaptiven Regelungskonzepten für das Metallbandsägen
In der ersten Förderperiode des DFG-Projektes wurde ausgehend von der analytischen und experimentellen Analyse des Bandsägeprozesses ein Prozessmodell mit der Simulationsumgebung MATLAB/Simulink entwickelt. Dafür wurden umfangreiche experimentelle Untersuchungen zum einen auf der Versuchsmaschine, zum anderen mit Modellversuchen, wie dem entwickelten Einzahnsägeversuch, durchgeführt. Unterstützt wurde dies durch umfangreiche statische und dynamische FE-Simulationen, die es möglich machen, die einzelnen Aspekte der Einflussgrößen auf den Bandsägeprozess detailliert zu betrachten. Ein großer Bereich der experimentellen Arbeit war der Untersuchung der Auslenkung des Sägebands und der Korrelation mit der Passivkraft gewidmet. Dadurch konnte das Prozessverständnis insgesamt weiter gesteigert werden. Abschließend wurden, im Vorgriff auf den geplanten zweiten Projektabschnitt, adaptive Regelungskonzepte betrachtet, die eine Optimierung des Bandsägeprozesses durch gezielte Beeinflussung der dynamischen Eigenschaften ermöglichen. Die bisherigen gewonnenen Ergebnisse aus dem ersten Projektabschnitt zeigen die Potentiale für eine Optimierung des Bandsägeprozesses auf, um die Produktivität durch Reduzierung des Werkzeugverschleißes zu steigern. Ein weiterer positiver Nebeneffekt ist die dadurch einhergehende Verbesserung der Werkstückoberfläche. Die Herangehensweise, mit dem entwickelten Prozessmodell Optimierungspotenziale zu untersuchen und aufzudecken, wird als sinnvoller Lösungsweg betrachtet, der aufwändige experimentelle Arbeit und langwierige Untersuchungen zur Prozessauslegung reduzieren kann.
Im vorgesehenen zweiten Projektabschnitt wird daher das innovative Prozessmodell zur Simulation von adaptiven Regelungskonzepten für das Metallbandsägen verwendet und anhand der ermittelten Ergebnisse wird im Anschluss eine adaptive Regelung in die Versuchsbandsäge implementiert. Abschließend sollen experimentelle Versuche die Optimierungspotenziale der adaptiven Regelung auf den Bandsägeprozess aufzeigen.
Gefördert durch: Deutsche Forschungsgemeinschaft (DFG)
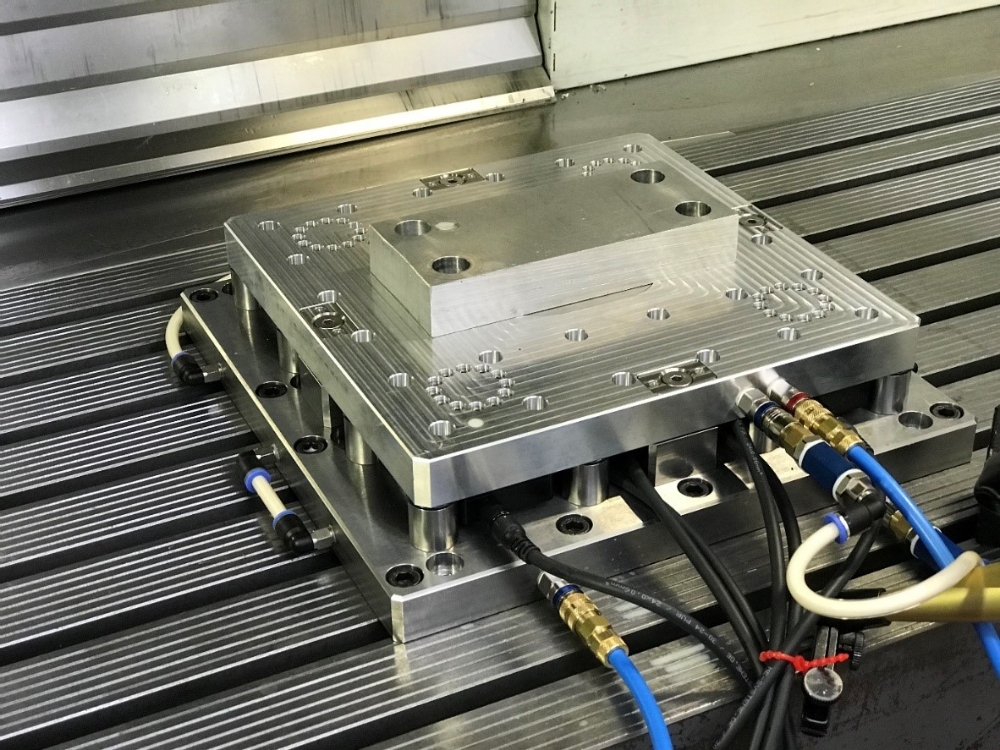
Im Rahmen des vom BMWi (Bundesministeriums für Wirtschaft und Energie) geförderten Kooperationsprojektes mit der Firma EMO Systems GmbH in Berlin wurde eine störungsresistente, mehrachsige Kraftmesseinrichtung zur Erfassung von Prozesskräften in Werkzeugmaschinen entwickelt.
Der entwickelte Prototyp einer Kraftmessplattform auf Basis von Dehnmessstreifen (DMS) ermöglicht eine schnelle und hochpräzise Messung von Prozesskräften und -momenten in sechs Achsen. Die mehrfach redundante Messwerterfassung aller Kraftkomponenten führt zu einer für DMS-Systeme bisher unerreichten Erhöhung der Auflösung und Empfindlichkeit. Anwendungsbereiche der entwickelten Kraftmessplattform sind die Prozessdiagnose, die Prozesssteuerung bzw. -regelung und die Prozesssicherheit.
Ein integrierter hochempfindlicher Störgrößensensor ermöglicht die Kompensation von Neigungen, Beschleunigungen und Vibrationen. Der Störgrößensensor stellt dieselbe Empfindlichkeit und Messdatenrate wie die Kraftmessplattform selbst bereit. Diese Technologie ist von erwähnenswerter Relevanz, da der Störgrößensensor hinsichtlich Empfindlichkeit, Auflösung, Messdatenrate, Nullpunktstabilität und Eigenfrequenz an die Eigenschaften der Kraftmessplattform anpassbar ist, auf dieselbe Art konfigurierbar ist und überdies optimal mit den weiteren Sensoren der Kraftmessplattform synchronisierbar ist.
Die im Rahmen des Projektes entwickelte Software ermöglicht umfangreiche Möglichkeiten zur Konfiguration, Darstellung, Analyse und Speicherung als auch eine zuverlässige Störgrößenkompensation von Vibrationen, Beschleunigungen und Neigungen in Echtzeit.
Wesentliche Herausforderungen dieses Projektes sind die Erfassung temperaturbedingter Störeinflüsse und die Minimierung deren Einflüsse durch eine aktive Temperierung. Höchste Nullpunktstabilität wurde durch gekühlte Sensoren für Messungen über lange Zeiträume erreicht und somit wurde die thermische Einschwingzeit deutlich verringert. Weitere Entwicklungsziele bestanden darin, eine möglichst hohe Steifigkeit im Interesse einer hohen Eigenfrequenz zu erreichen, ohne Kompromisse bei der Empfindlichkeit einzugehen.
Gefördert durch: ZIM (Zentrales Innovationsprogramm Mittelstand)
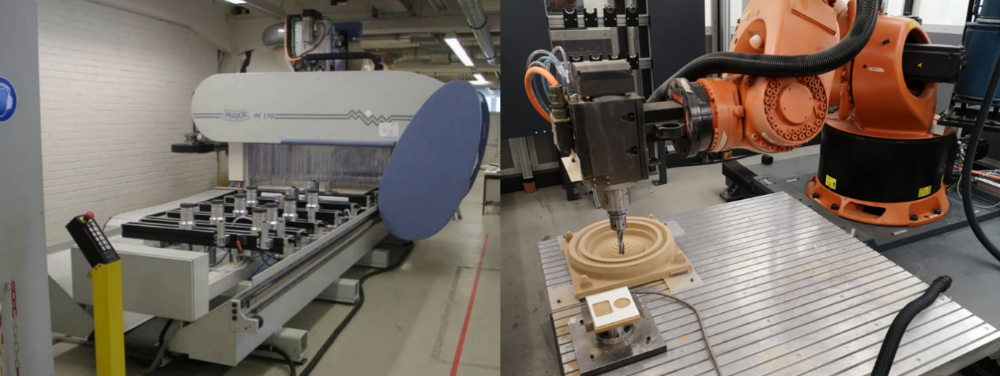
Simplified Robotic Woodwork (SiRoWo)
Der Einsatz von Industrierobotern (IR) wird für spanabhebende Aufgaben in der Produktion zunehmend interessant. Gründe dafür sind der große Aktionsradius bei vergleichsweise niedrigen Investitionskosten die ein IR gegenüber Werkzeugmaschinen bietet. Jedoch zeigt sich bei der spanenden Bearbeitung von metallischen Werkstoffen, dass der IR durch seine hohe dynamische Nachgiebigkeit, häufig die engen Fertigungstoleranzen der Metallbearbeitung nicht erreichen kann. Bei der Bearbeitung nichtmetallischer Werkstoffe wie Holz- und Faserverbundwerkstoffen ist diese Situation deutlich entschärft, da die spezifischen Kräfte niedriger und die Fertigungstoleranzen größer ausfallen. Dies prädestiniert den IR für viele Anwendungen im holzbe- und –verarbeitenden Gewerbe.
Damit IR im Handwerk eine breite Anwendung finden können, bedarf es der Entwicklung eines Hardwarekonzepts, dass für jedermann geeignet ist. Dies erfordert eine Programmierumgebung, die sich an verschiedene Aufgaben einer Werkstatt orientiert und sich intuitiv bedienen lässt. Auch soll eine Datenbank dabei helfen, Arbeits- und Fertigungsschritte, Skizzen, Produktdesign und Materialbedarf mit wenigen Klicks zur Verfügung zu stellen. Neben den softwaretechnischen Fragestellungen steht die Entwicklung von Hardwarekomponenten wie der Aufspannung und Absaugung im Fokus des Projekts.
Das IfW ist im Rahmen des Teilprojekts „Entwicklung und Integration von Strategien zur Bearbeitung von Holz- und Verbundwerkstoffen mit Robotern und einer Absauganlage für eine vollintegrierte Roboter-Bearbeitungszelle“ tätig. Das Ziel dieses Teilprojektes ist es, die technologischen Voraussetzungen für die unterschiedlichen Bearbeitungsverfahren der Holz -und Verbundwerkstoffbearbeitung zu schaffen und die notwendige Peripherie für die Absaugung von Spänen und Stäuben sowie für die Aufspannung der Werkstücke zu entwickeln. Im Rahmen dieses Teilvorhabens werden die angedachten Bearbeitungsprozesse an die kinematischen Gegebenheiten eines Industrieroboters angepasst und mit Hilfe experimenteller Untersuchungen die benötigten Kenntnisse für eine intelligente Bahnplanung der Roboterbewegung und notwendige Indikatoren für die Prozessüberwachung ermittelt und den Projektpartnern zur Verfügung gestellt.
Gefördert durch die Förderinitiative „KMU-NetC“ aus Mitteln des Bundesministeriums für Bildung und Forschung aufgrund eines Beschlusses des Deutschen Bundestages.

Entwicklung eines schwingungsminimierten Leichtbaufräswerkzeugs in Multimaterial-Bauweise
Im Rahmen dieses Kooperationsprojektes wird ein lang auskragendes Fräswerkzeug in Multimaterial-Bauweise entwickelt. Hierbei wird erstmals der Schritt weg von einem rein aus einem hochwertigen Metall bestehenden Fräskörper hin zu einer Kombination unterschiedlicher Fertigungsverfahren und unterschiedlicher Materialien gewagt. Ein Hauptziel bildet hierbei der Leichtbau um bewegte Massen zu reduzieren, die Energieeffizienz zu verbessern sowie leistungsfähige Werkzeuge an ausgewählte Fertigungsbedingungen anzupassen. Auf der anderen Seite soll die Neigung zum Rattern dieser lang auskragenden Werkzeuge deutlich reduziert werden.
Im Zuge der Entwicklung des Leichtbaufräswerkzeugs wird mit Hilfe von Kraftpfad- und Topologieoptimierungen der Anteil an metallischen Werkstoffen minimiert und durch leichtere Kunststoffkomposite ersetzt. Aufbauend auf den positiven Erfahrungen des selektiven Laserschmelzens (SLS) sollen metallische Grundgerüste des Werkzeugs additiv hergestellt, und deren dämpfende Struktur mit Hochleistungs-Kunststoffelementen gefüllt und verbunden werden.
Durch die Anwendung der neuen Fertigungsmethoden sollen die Werkzeuge mit Kanälen für Kühlmedium sowie für elektrische Leitungen zu Sensoren als auch mit Spanreinigungssegmenten bzw. Formen entwickelt und abgebildet werden, die bislang mit herkömmlichen Fertigungsmethoden nicht herstellbar sind.
Gefördert durch: Zentrales Innovationsprogramm Mittelstand (ZIM) des Bundesministeriums für Wirtschaft und Energie (BMWi)
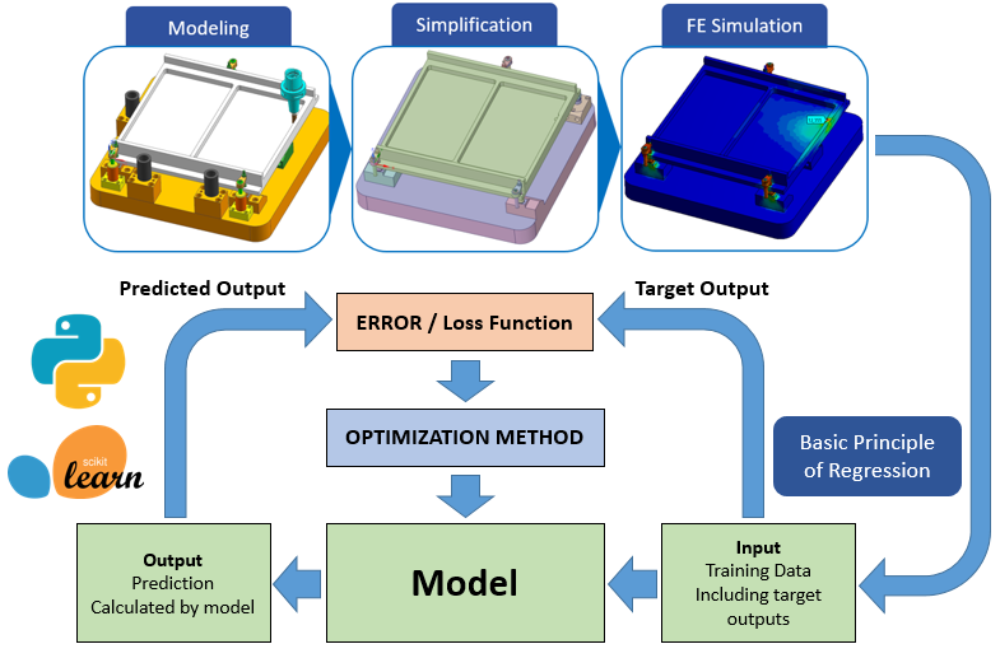
Das Ziel dieses Forschungsprojekts besteht darin, eine Methode zur Optimierung der Auslegung einer Werkstück-Spannvorrichtung mittels künstlicher Intelligenz zu entwickeln. Die Bearbeitungsgenauigkeit, die Leistungsfähigkeit und die Zuverlässigkeit von Spannvorrichtungen hängen von der Anzahl und der Konfiguration der Spann- und Abstützelemente ab. Bei der spanenden Bearbeitung von filigranen und dünnwandigen Werkstücken treten häufig Fehler infolge von elastischen Verformungen oder von regenerativem Rattern auf, die die Bearbeitungsgenauigkeit beschränkt oder sogar Bauteile beschädigt oder zerstört.
Eine automatisierte Lösung dieses vorgestellten Spannproblems soll mittels Regressionsverfahren aus dem Bereich des maschinellen Lernens approximiert werden. Zunächst wurden mittels der FE-Simulation repräsentative Snapshots der Eingabe- und Ausgabedaten erzeugt, welche dann als Trainingsdaten für programmierte Regressionsmodelle genutzt werden. Anschließend wurden verschiedene Regressionsalgorithmen konzeptionell hinsichtlich ihrer Eignung für die zugrundeliegende Datenbasis untersucht. Zum Schluss wurde der Einfluss des Spannprinzips auf die Werkstückdynamik und das Bearbeitungsverfahren für dünnwandige Bauteile analysiert.
Dieses Teilprojekt zählt zum Ergänzungsprogramm einer Promotionsarbeit an der Graduate School of Excellence advanced Manufacturing Engineering und wird gefördert durch: Ministerium für Wissenschaft, Forschung und Kunst Baden-Württemberg.
Um die Kohärenz einer innovativen Lehrerbildung an berufsbildenden Schulen zu optimieren, sieht das Projekt LEBUS² (Lehrerbildung an berufsbildenden Schulen 2 im Rahmen der Qualitätsoffensive Lehrerbildung) die Verzahnung zwischen Fachwissenschaft und Fachdidaktik vor. Im Rahmen des am IfW durchgeführten Teilprojekts soll ein Konzept für die fachwissenschaftliche Lehrveranstaltung „Mechatronik der Werkzeugmaschinen“ entwickelt und erprobt werden.
Als mechatronisches Multitaskingsystem einer Werkzeugmaschine soll das komplexe Dreh-/Fräszentrum Index R200 sowohl als Demonstrationsobjekt als auch mit AR/VR Methoden als Virtuelle Maschine didaktisch eingesetzt werden. Das forschende Lernen bzw. der Einsatz von komplexen technischen Experimenten erfolgt über die Feststellung von Einsatzmöglichkeiten und Eigenschaften unterschiedlicher Antriebskonzepte bzw. Motortypen in Werkzeugmaschinen. Im Mittelpunkt stehen darüber hinaus das Erstellen von CNC-Programmen für kubische und rotative Werkstücke, sowohl an SinuTrain Terminals als auch an realen Werkzeugmaschinen. Weitere mechatronische Kompetenzen werden mit einem multimedialen Trainingssystem erarbeitet.
Das Teilprojekt zu LEBUS² wird gemeinsam mit dem Institut für Erziehungswissenschaft (IfE), Abteilung Berufspädagogik mit Schwerpunkt Technikdidaktik (BPT), Prof. Zinn, durchgeführt.
Das Projekt „Lehrerbildung an berufsbildenden Schulen 2 im Rahmen der Qualitätsoffensive Lehrerbildung“ wird von Bund und Ländern mit Mitteln des Bundesministeriums für Bildung und Forschung gefördert.
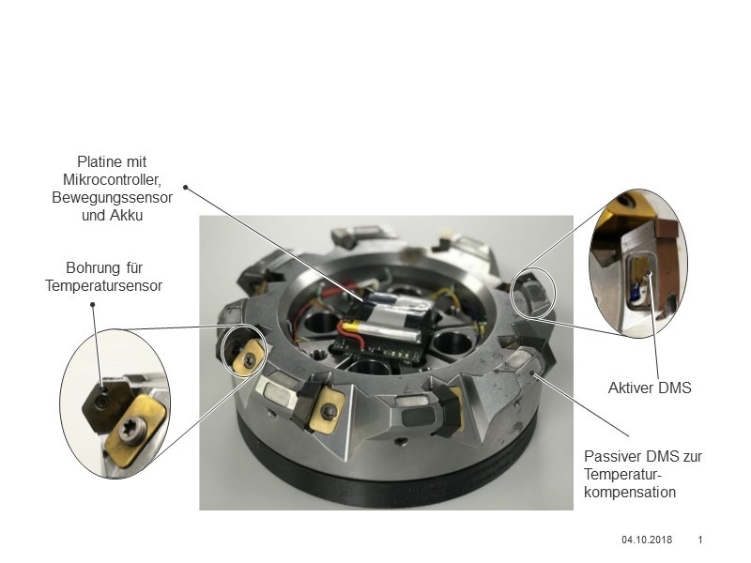
Im Rahmen eines industriellen Kooperations-Forschungsprojekts mit der Firma Avantec Zerspanwerkzeuge GmbH in Illingen wurde ein smartes Fräswerkzeug mit Wendeschneidplatten entwickelt. Das cyber-physische System zur Datenaufnahme besteht aus einem Fräswerkzeug in Form eines umkonstruierten Messerkopfs mit Elektronik auf einem eigens entwickelten PCB (Printed Circuit Board) mit Mikrocontoller, diverse Sensoren, Datenspeicher und -sendeeinheit sowie Akku.
Als Ziele der Entwicklung des Systems wurden eine Zuverlässigkeitserhöhung und eine Standzeiterhöhung mit Einsparung von Kosten durch eine kontinuierliche prädiktive Analyse des Fräsprozesses postuliert. Durch eine kontinuierliche Aufnahme physikalischer Größen, Zerspankraft und Temperatur jeder Schneide sowie der Bewegung/Vibration während des Bearbeitungsprozesses kann mittels intelligenter Bewertung der Daten der Verschleißzustand der Wendeschneidplatten erkannt werden.
Die aufgenommen Daten können im Werkzeug gespeichert und gleichzeitig per Bluetooth an eine Auswertestation und von dort dem Endnutzer auf sein Smartphone, Tablet o.ä. zugänglich gemacht werden. Nach einem Anlernen des Fräsprozesses erhält der Endnutzer per push-Mitteilung eine Nachricht sobald der Prozess einen kritischen Zustand erreicht hat bzw. die Wendeschneidplatte am Ende ihrer Nutzungsdauer angekommen ist und ausgetauscht oder gewendet werden muss.
Gefördert durch: Zentrales Innovationsprogramm Mittelstand (ZIM) des Bundesministeriums für Wirtschaft und Energie (BMWi)
Kontakt

Kim Werkle
M. Sc.Gruppenleiter Maschinenkonstruktion